非常感謝大家對螺旋鋼管國標壁厚偏差問題的關注和提問。我會以全面和系統的方式回答每個問題,并為大家提供一些實用的建議和思路。
文章目錄列表:
1.建筑安裝工程焊接管壁厚允許的偏差是多少?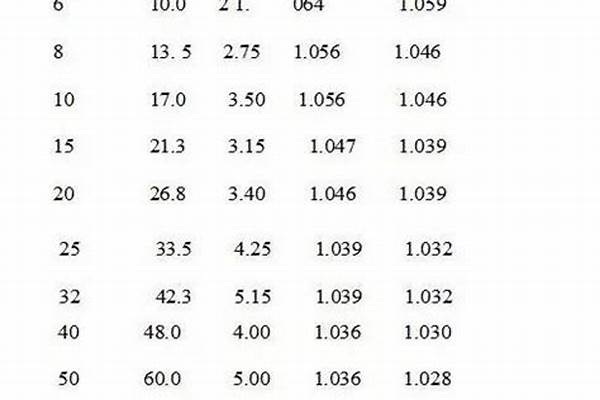
建筑安裝工程焊接管壁厚允許的偏差是多少?
壁厚的允許偏差量為+12%、-15%。具體參照GB/T3091-93國家標準。
國標100的焊管壁厚應是4mm,加厚是5mm。焊接鋼管也稱焊管,是用鋼板或帶鋼經過卷曲成型后焊接制成的鋼管,一般定尺6米。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備投資少,但一般強度低于無縫鋼管。焊管常用材質為:Q235A,Q235CQ235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。焊接鋼管采用的坯料是鋼板或帶鋼,因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動電弧焊管。因其焊接形式的不同分為直縫焊管和螺旋焊管兩種。因其端部形狀又分為圓形焊管和異型(方、扁等)焊管。焊管因其材質和用途不同而分為如下若干品種。
螺旋鋼管壁厚國家標準
DN(公稱通徑)250一般是行業所說的273,焊接鋼管(螺旋鋼管)厚度一般在6-8mm之間較為常見。外徑是26.6,普通管壁厚2.75,允許偏差為+12%至-15%;理論重量,每米為1.63公斤,加厚管壁厚為3.5允許偏差相同,理論重量,每米為2.01公斤。
鋼管的重量=0.25×π×(外徑平方-內徑平方)×L×鋼鐵比重 其中:π = 3.14 L=鋼管長度 鋼鐵比重取7.8 鋼管的重量=0.25×3.14×(外徑平方-內徑平方)×L×7.8 * 尺寸單位取米(M),則計算的重量結果為公斤(Kg)。
擴展資料:
螺旋焊接鋼管采用的是雙面埋弧焊技術,直縫厚壁焊接鋼管包括雙面埋弧焊直縫鋼管和高頻焊管。兩者的區別一個是生產的口徑和有無焊絲。厚壁焊接鋼管的理論重量計算公式為碳鋼[(外徑-壁厚)*壁厚]*0.02466=kg/米(每米的重量),合金為0.02483,不銹鋼為0.02491。厚壁焊接鋼管由于管壁較厚所以抗壓能力比較強,適用于承重,支撐和橋梁用管,埋地用輸送管道等。
百度百科-厚壁焊接鋼管
螺旋埋弧焊接鋼管下差國家標準是多少
螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。
承壓流體輸送,用螺旋縫埋弧焊鋼管SY5036-2000,經常用于輸送石油、天然氣的管線;
承壓流體輸送用螺旋縫高頻焊鋼管SY5038-2000,用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強,塑性好,便于焊接和加工成型;
一般低壓流體輸送,用螺旋縫埋弧焊鋼管SY5037-2000,采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。
螺旋鋼管的常用標準一般分為:SY/T5037-2008(部標、也叫 普通流體輸送管道用螺旋縫埋弧焊鋼管)、GB/T9711.1-2008(國標、也叫石油天然氣工業輸送鋼管交貨技術條件A級鋼管(要求嚴格的有GB/T9711.2 B級鋼管))、API-5L(美國石油協會、也叫管線鋼管;其中分為PSL1和PSL2兩個級別)、SY/T5040-2008(樁用螺旋焊縫鋼管)。
SY/T5037-2008是石油部設標準一般都稱做部標。
GB/T9711.1-2008國家螺旋管,石油天然氣工業輸送鋼管,A級。
一般低壓流體輸送用螺旋縫高頻焊鋼管(SY5039-2000)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用高頻搭接焊法焊接用于一般低壓流體輸送用螺旋縫高頻焊鋼管。
樁用螺旋焊縫鋼管(SY5040-2000)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用雙面埋弧焊接或高頻焊接制成的,用于土木建筑結構、碼頭、橋梁等基礎樁用鋼管。
1、一般螺旋埋弧焊接鋼管的下差國家標準在0.4-0.5mm。
2、螺旋埋弧焊接鋼管下差就是比國家標準薄多少。
3、埋弧焊(含埋弧堆焊以以及電渣堆焊等)是一種電弧在焊劑層下燃燒進行焊接的。其固有的焊接質量穩定、焊接生產率高、無弧光以以及煙塵很少等優點,使其成為壓力容器、管段制造、箱型梁柱等重要鋼結構中的主要焊接。近年來,雖然先后出現了許多種高效、優質的新焊接,但埋弧焊的使用范圍依然未受任何影響。從各種熔焊的熔敷金屬重量所占份額的角度來看,埋弧焊約占10%左右,且多年來一直變化不大。
好了,今天關于“螺旋鋼管國標壁厚偏差”的話題就講到這里了。希望大家能夠通過我的講解對“螺旋鋼管國標壁厚偏差”有更全面、深入的了解,并且能夠在今后的學習中更好地運用所學知識。
Copyright ? 2018-2022 佛山市京錦鋼鐵有限公司 版權所有
地址:廣東省佛山市順德區樂從鎮樂從鋼鐵世界 電話:13927776689
地址:廣東省佛山市順德區樂從鎮樂從鋼鐵世界
電話:13927776689
企業郵箱:1003000354@qq.com 業務QQ:1003000354
業務QQ:1003000354